ジャパン・ミヤキの多種多様な研削技術
様々な研削技術があり、それぞれに特徴があります。またメーカによっては対応材種が鉄系のみの場合も。
ジャパン・ミヤキならsusでもアルミでも、いずれも対応が可能です。
センタレス研削(通過)

・センター支持無しで研削可能な工法。
・ワークを移動しながら研削するタイプ。
・ワークを自動搬送で連続加工することが出来るため、生産性が非常に高い。
・ワーク形状に制約がある。ツバが付いた形状は加工出来ない。
・寸法精度、面粗度を確保出来る条件出しがアナログ。対応可能レベルが作業者の技量に依存してしまう。
・技能検定取得者が多数在籍。1日に何種類もの製品を対応可能です。
センタレス研削(停止)

・センター支持無しで研削可能な工法。
・ワークを停止した状態で研削するタイプ。
・ワーク形状の制約が少ない。つば付き形状でも加工対応が可能。
・シャフトのシール部など、螺旋ツール目を避けたい場合に有効。
・通過型ほどの生産性は得られない(円筒研削よりは上)。
・最大400mmの幅広砥石を保有。円筒研削からの工法変換で大幅コストダウンが可能です。
円筒研削

・両センター中心でワークを回転させ、ここに研削砥石を当接させて加工する工法。
・ワーク形状の制約が少ない。つば付き形状でも加工対応が可能。
・段差のあるワークなど、同軸精度を確保するのが得意。
・センタレス研削よりも高精度加工が可能。
・生産性が低い。(加工タクトが長く、ワーク脱着もハンドワーク)
・ワーク形状、お客様ニーズに合わせ、QCD最適設備の選択が可能です。
フィルム研磨
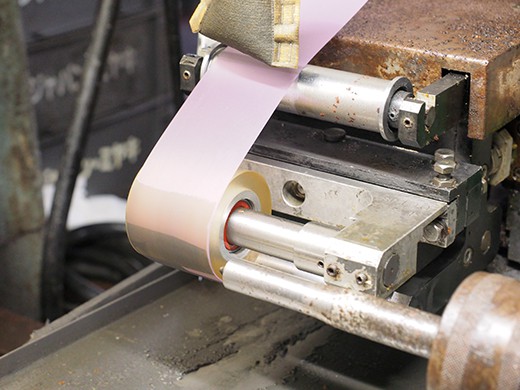
・粒度を揃えた砥粒を均一に分散させたポリエステルフィルムを使用。このフィルムを工作物に押しあてて表面を磨く工法です。
・使用するフィルムと加工条件を管理することで、再現性のある高精度な仕上げが可能(実績:Ra0.05)。
・加工時間が長い。
・前工程の研削をフィルム研磨に合わせて高精度加工。トータル加工時間を抑えることが可能です。
社内一貫対応のメリット

弊社の取り組んでいる「加工工程の社内一貫生産」は、品質の安定化や生産性向上につながります。社内加工とすることで品質の自社管理が可能に。また切削から研削まで一貫生産することで、「旋盤工程でギリギリまで精度を出し、研削加工の仕上げ負荷を軽減」など、生産性の向上が可能です。品質については全工場を空調管理。検査の徹底など前工程と後工程にも気を配り、高品質な生産体制を実現しています。
研削加工の工法転換

多種多様な研削盤を保有していることで、研削工法の最適化をご提案可能です。今まで円筒研削にて加工を行っていた製品を、センタレス研削へ工法転換することで、大幅なコストダウンに繋がるケース等がございます。ジャパン・ミヤキではコストダウンのみならず、製品の特性やお客様のご要望に沿った、ベストな研削工程を選定いたします。